
Сравнение геометрического дизайна, металлургических особенностей и механического поведения инструментов ProTaper Gold SX и двух репликантных инструментов
Машинный перевод
Оригинальная статья написана на языке EN (ссылка для ознакомления) .
Аннотация
Цели: Оценить характеристики, производительность и безопасность инструментов, похожих на ProTaper Gold SX (PTG SX).
Методы: Проведено многометодическое исследование, включающее оценку геометрического дизайна (макро и с помощью сканирующего электронного микроскопа), пропорций Ti/Ni (энергетически дисперсионная рентгеновская спектроскопия), температуры фазовых превращений (дифференциальная сканирующая калориметрия), крутящего момента и гибкости, для сравнения двух инструментов, похожих на SX (Premium Taper Gold и Go-Taper Flex), с оригинальным PTG SX. Результаты сравнивались с использованием однофакторного дисперсионного анализа с пост хоком тестами Тьюки или Краскала-Уоллиса в зависимости от гауссовского или негауссовского распределения (тест Шапиро-Уилка). Уровень значимости был установлен на уровне 0.05.
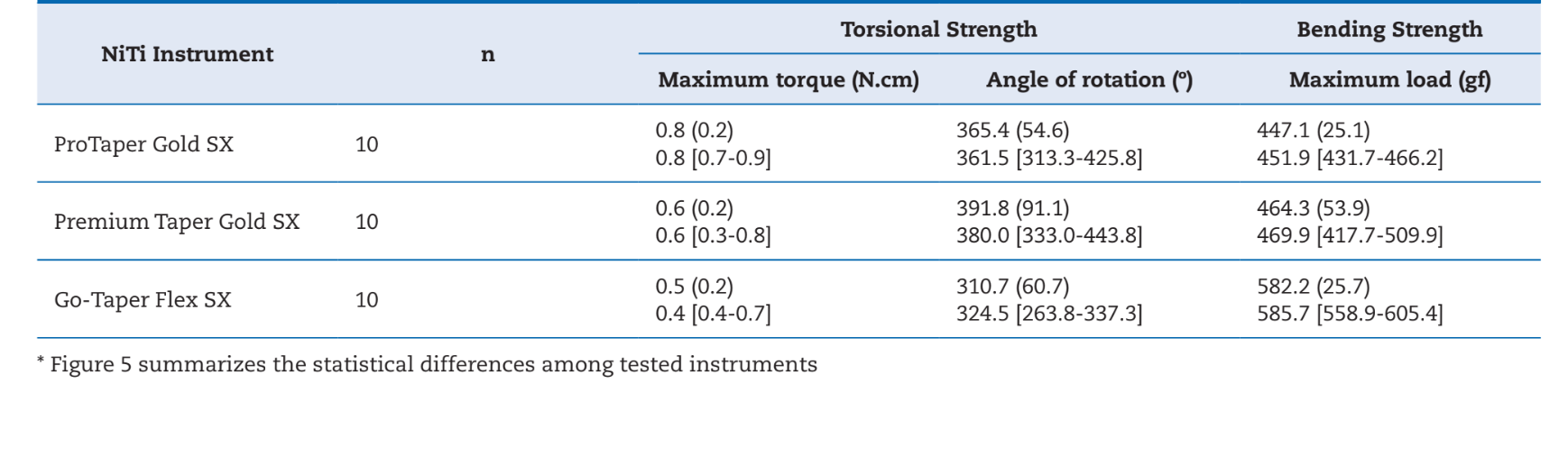
Результаты: Три инструмента SX имеют девять режущих лезвий с углами спирали примерно 21º, симметричную геометрию лезвий без радиальных площадок, выпуклый треугольный сечений и близкие к эквивалентным атомные пропорции Ti/Ni. Различия в дизайне были замечены в геометрии наконечника и отделке поверхности, которая была более гладкой у Premium Taper Gold и нерегулярной у Go-Taper Flex. Были отмечены различные температуры начала (Rs) и окончания (Rf) фазового превращения R-фазы между PTG (Rs ~48°C и Rf ~30°C), Go-Taper Flex (Rs ~43°C и Rf ~25°C) и Premium Taper Gold (Rs ~30°C и Rf ~15°C). В механических испытаниях Go-Taper Flex показал более низкий максимальный крутящий момент (среднее 0.5 N.cm) и более высокую сопротивляемость изгибу (среднее 582.2 gf) (меньшая гибкость), чем PTG (средние 0.8 N.cm и 447.1 gf) (P<0.05). Значительных различий в механических испытаниях между Premium Taper Gold и PTG не наблюдалось (P>0.05).
Выводы: В целом, протестированные системы, похожие на реплики, показали различные характеристики по сравнению с оригинальным инструментом PTG SX. (Rev Port Estomatol Med Dent Cir Maxilofac. 2021;62(1):1-8)
Введение
Короновое предварительное расширение является ранним этапом процедуры подготовки корневого канала, направленным на предварительное увеличение шейки канала перед определением рабочей длины. Этот этап был рекомендован для того, чтобы инструменты могли продвигаться апикально с меньшим контактом со стенками коронковой дентиновой и обеспечивать прямолинейный доступ к средней трети корневого канала. Таким образом, это снижает вероятность возникновения иатрогенных осложнений, таких как перелом инструмента, образование ledge или транспортировка канала, позволяя при этом получить более высокую тактильную чувствительность и улучшая определение рабочей длины и проникновение ирриганта. Хотя минимально инвазивные подходы рекомендуют избегать чрезмерного увеличения перикервикального дентита для сохранения прочности зуба, этот этап может иметь важное значение, особенно в очень узких корневых каналах. Этот ранний этап шейного предварительного расширения может быть выполнен с использованием бор Гейтса Глиддена или специально разработанных инструментов из никель-титана (NiTi), таких как инструмент ProTaper Gold SX (PTG SX) (Dentsply Maillefer, Баллаиг, Швейцария). Эти инструменты традиционно имеют большой конус для увеличения коронковой трети корневого канала и одновременно выдерживают высокие крутящие нагрузки в узких корневых каналах.
Благодаря своему инновационному, прогрессивному коническому дизайну, ProTaper стал одной из самых используемых систем подготовки корневых каналов в нескольких странах. Вероятно, из-за его всемирного признания на рынке появилось несколько инструментов, похожих на ProTaper. Эти инструменты были определены как «похожие на реплики» из-за наличия такого же количества инструментов и цветового кодирования, а также аналогичной или эквивалентной номенклатуры. Традиционно эти инструменты продаются менее известными компаниями по более низким ценам, вероятно, чтобы смягчить одну из самых распространенных проблем использования инструментов из NiTi: высокую стоимость оригинальных брендов, по мнению клиницистов. Хотя инструменты, похожие на PTG SX, уже доступны на рынке, в настоящее время нет научной поддержки относительно их характеристик и безопасности.
Учитывая нехватку знаний о инструментах, похожих на PTG SX, было проведено многометодное исследование для оценки их дизайна, металлургических характеристик, крутящего момента и гибкости. Нулевая гипотеза, которую необходимо было проверить, заключалась в том, что нет различий между инструментами, похожими на SX, и оригинальными инструментами ProTaper в отношении дизайна, крутящего момента и гибкости.
Материалы и методы
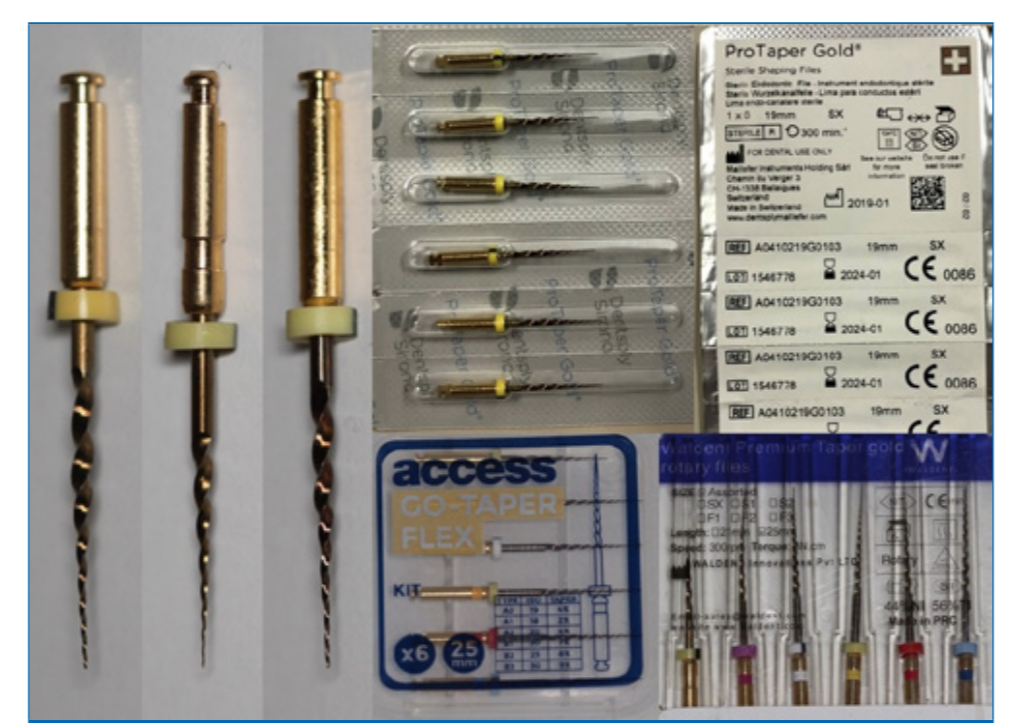
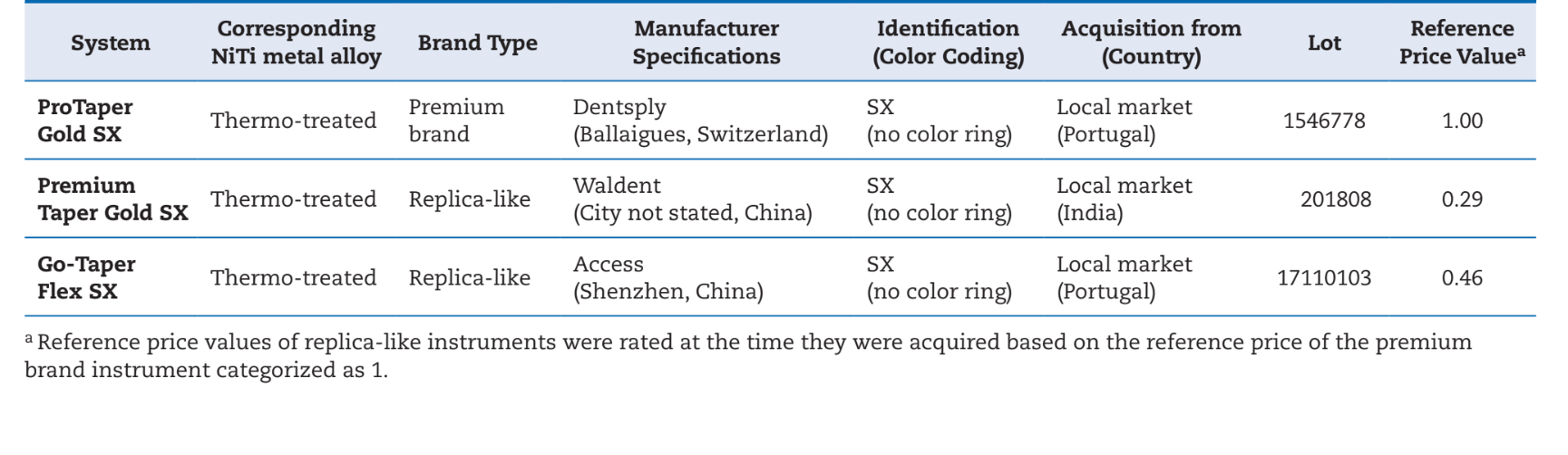
Оценивались девяносто три инструмента SX NiTi двух систем ротации, похожих на реплики (Premium Taper Gold и Go-Taper Flex), которые имитируют премиум-бренд ProTaper Gold (Таблица 1, Рисунок 1), с точки зрения их дизайна, состава из никель-титана (NiTi), температур фазовых превращений, а также крутящего момента и прочности на изгиб. Реплика-подобные системы для данного исследования были выбраны в соответствии с ранее приведенным определением.
В каждой группе было выбрано шесть случайных новых инструментов для оценки дизайна. Стереомикроскопическая визуальная инспекция проводилась с помощью стоматологического операционного микроскопа (Opmi Pico, Carl Zeiss Surgical, Германия) при увеличении 3.4x и 13.6x для анализа следующих характеристик: (a) количество лезвий в активной зоне (измеряется в единицах); (b) средний угол спирали в активной зоне (измеряется в градусах). Фотография была сделана перпендикулярно длинной оси инструментов с использованием камеры Canon EOS 500D (Canon, Токио, Япония) и передана в формате jpeg в программное обеспечение ImageJ (Лаборатория оптической и вычислительной инструментальной техники [LOCI], Висконсин, США). В ImageJ шесть самых корональных углов спирали были измерены трижды и усреднены, а (c) основные дефекты или деформации, такие как искаженные, отсутствующие или скрученные лезвия, были идентифицированы. Анализ с высоким увеличением проводился на обычном сканирующем электронном микроскопе (SEM) Hitachi S-2400 (Hitachi, Токио, Япония) для качественной оценки следующих характеристик: (a) дизайн спирали лезвия (симметричный или асимметричный, с радиальными участками или без); (b) кончик инструмента (активный или неактивный кончик); (c) геометрия поперечного сечения; (d) следы на поверхности, связанные с возможным процессом механической обработки; (e) незначительные дефекты или деформации.
Для металлургической характеристики были проведены два лабораторных теста: энергодисперсионная рентгеновская спектроскопия (EDS/SEM) и дифференциальная сканирующая калориметрия (DSC). В EDS/SEM три новых SX инструмента на группу были проанализированы с использованием обычного SEM (Hitachi S-2400; Hitachi, Токио, Япония), оснащенного энергодисперсионным рентгеновским спектрометром с детектором легких элементов (Bruker Quantax, Bruker Corporation, Биллерика, MA, США). Перед этим анализом все инструменты были очищены от загрязнений путем погружения в ацетоновую ванну на 2 минуты и установлены на держатель образцов, помещенный в камеру микроскопа. Вакуум создавался примерно в течение 10 минут. Что касается условий настройки, то напряжение ускорения составляло 20 киловольт, а ток нити - 3,1 ампера при рабочем расстоянии 25 мм на поверхности площадью 400 µm2. Результаты оценивались с использованием программного обеспечения Sigma Scan (Systat Software Inc., Сан-Хосе, CA), а пропорции никеля и титана были получены по типичному спектру.
Тест DSC проводился на двух различных приборах каждой системы в соответствии с рекомендациями Американского общества по испытаниям и материалам. Он выполнялся на фрагментах размером от 3 до 5 мм с весом 15–20 мг, удаленных из активной части испытываемых файлов. Каждый фрагмент помещался в химическую травильную ванну, состоящую из смеси 25% фтороводородной кислоты, 45% азотной кислоты и 30% дистиллированной воды на примерно 2 минуты, после чего нейтрализовался дистиллированной водой. Затем они взвешивались на микроанализаторе M-Power (Sartorius, Геттинген, Германия). Были подготовлены две алюминиевые чаши (38 мг и внутренний диаметр 5 мм), одна с фрагментами для испытания, а другая пустая (контроль). Тест термического цикла проводился на дифференциальном сканирующем калориметре (DSC 204 F1 Phoenix; Netzsch-Gerätebau GmbH, Зельб, Германия) в атмосфере газообразного азота и включал: (a) нагрев от комнатной температуры до +150°C, (b) удержание этой температуры в течение 2 мин, (c) охлаждение до -150°C, (d) удержание этой температуры в течение 2 мин, (e) нагрев до +150°C, (f) удержание этой температуры в течение 2 мин и (g) охлаждение до комнатной температуры. Скорости нагрева и охлаждения составили 10 K/мин. Окончательные данные оценивались с использованием программного обеспечения Netzsch Proteus Thermal Analysis (Netzsch-Gerätebau GmbH), из которого были извлечены температуры начала R-фазы (Rs) и окончания R-фазы (Rf). В каждой группе тест DSC проводился дважды, для повторения с целью подтверждения результатов первого теста.
Механическая производительность инструментов SX была определена с помощью крутильных и изгибных испытаний при комнатной температуре (20°C) в соответствии с международными стандартами. Перед каждым испытанием новые инструменты визуально осматривались под стереомикроскопом (увеличение ×13.6), чтобы выявить любые деформации или дефекты, которые могли бы исключить их, но деформаций не было обнаружено. Размер выборки был рассчитан с учетом наибольшей разницы, наблюдаемой между инструментом PTG SX и одним из репликантных файлов после шести первоначальных измерений. Учитывая мощность 80% и уровень ошибки альфа 0.05 для максимального крутящего момента (размер эффекта 0.50 ± 0.28), угла поворота (размер эффекта 10.83 ± 53.61) и максимальной нагрузки (размер эффекта 118.79 ± 66.78) в испытаниях (всегда PTN против Go-Taper Flex), был определен общий размер выборки из семи инструментов на группу. Таким образом, был выбран окончательный размер выборки из десяти инструментов на группу.
Испытание на крутильную прочность проводилось на статической модели кручения. Инструменты были установлены в прямом положении на торсиометре TT100 (Odeme Dental Research, Лузерна, Санта-Катарина, Бразилия) и зажаты на их апикальных 3 мм (D3). Затем они вращались с постоянной скоростью 2 об/мин по часовой стрелке до разрушения. Программное обеспечение рассчитывало максимальный крутящий момент (в N.cm) перед разрывом и угол поворота (в градусах). В испытании на сопротивление изгибу инструменты были установлены за захват файла в держателе файла под углом 45° относительно плоскости пола и направлены вниз, в то время как одновременно 3 мм их кончиков были прикреплены к проводу, связанному с универсальным испытательным аппаратом (DL-200 MF нагрузочная ячейка; EMIC, Сан-Жозе-дус-Пиньяйс, Бразилия). Испытание на изгиб проводилось с нагрузкой 20 Н, приложенной с постоянной скоростью 15 мм/мин до тех пор, пока инструмент не подвергся смещению на 45º. Максимальная нагрузка (в граммах/силе [gf]), необходимая для вызова смещения на 45º, была оценена в программном обеспечении Tesc v3.04 (Mattest Automação e Informática, Бразилия).
Все собранные данные были введены в программное обеспечение SPSS (IBM SPSS Statistics Version 22, Чикаго, IL, США). Зависимые переменные максимальный крутящий момент, угол вращения и максимальная изгибающая нагрузка были подвергнуты аналитическому анализу. Предположение о нормальности оценивалось с использованием теста Шапиро-Уилка. Результаты были определены в виде среднего значения и стандартных отклонений или медианы и интерквартильного диапазона. Результаты угла спирали, угла вращения и максимальной изгибающей нагрузки сравнивались с использованием однофакторного дисперсионного анализа и пост хока теста Тьюки, в то время как для максимального крутящего момента был выбран тест Краскала-Уоллиса. Уровень значимости был установлен на уровне 0.05.
Результаты
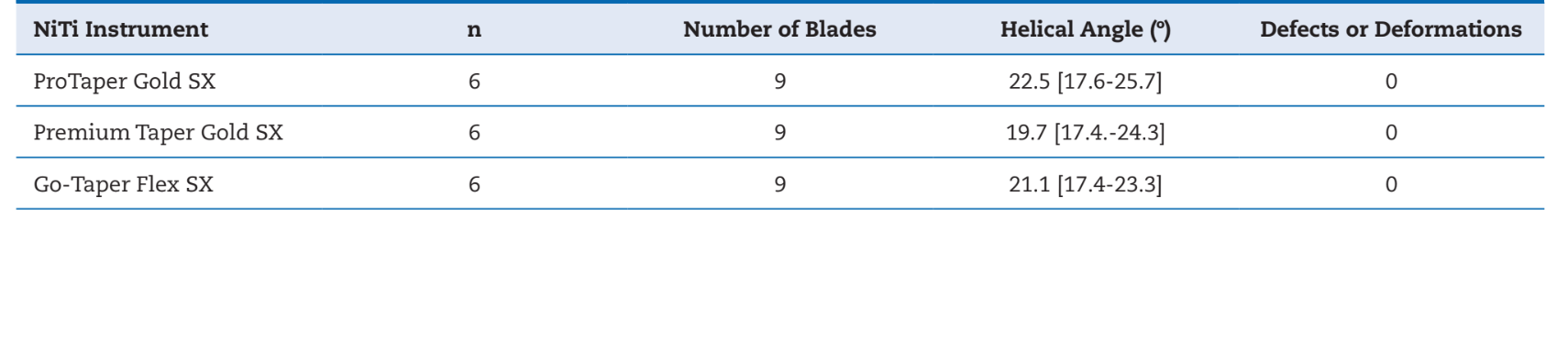
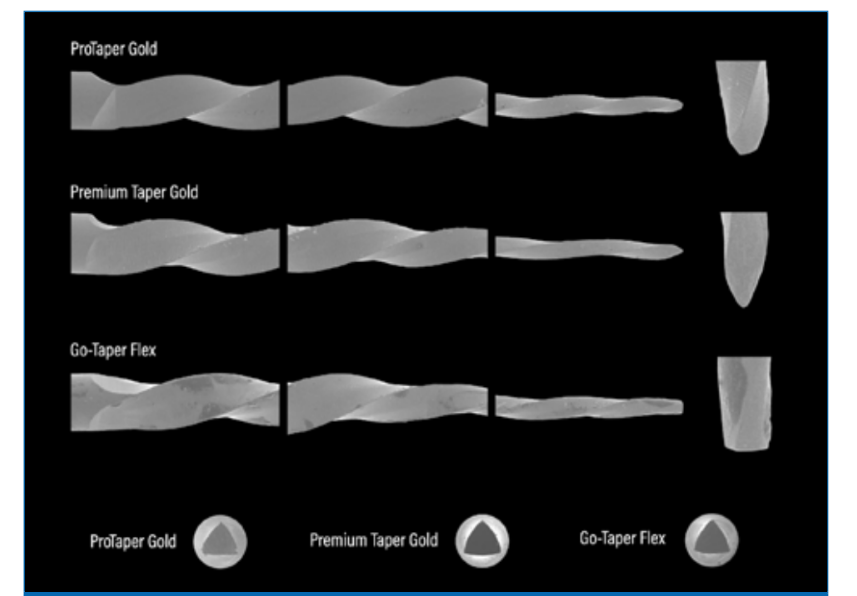
Стереомикроскопический анализ показал сходство между тремя протестированными инструментами SX по количеству лезвий и углу спирали (P>0.05), в то время как серьезные дефекты или деформации не были обнаружены (Таблица 2). Оценка SEM подтвердила симметрию лезвий, без радиальных граней и с аналогичной геометрией поперечного сечения (Рисунок 2). Кроме того, хотя были замечены различия между дизайном наконечников PTG и Premium Taper Gold, наиболее значительное различие было обнаружено в инструментах Go-Taper Flex, которые имели геометрию, схожую с плоским наконечником. Что касается анализа поверхности с высоким увеличением , были отмечены различия между инструментами: PTG показал следы, совместимые с процессом механической обработки, Premium Taper Gold показал поверхность с меньшим количеством неровностей, в то время как Go-Taper Flex выявил наиболее неровную поверхность (Рисунки 2 и 3).

Анализ EDS/SEM выявил сплав NiTi и не обнаружил никаких других металлических элементов. Поверхностный атомный состав Ti/Ni был почти эквивалентным, с обнаруженным атомным процентом Ti/Ni 50.5/49.5%, 50.3/49.7% и 50.5/49.5% для инструментов PTG, Premium Taper Gold и Go-Taper Flex соответственно. В тесте DSC Premium Taper Gold показал смешанный аустенит плюс R-фазу, с температурами начала (Rs) и окончания (Rf) R-фазы при охлаждении около 30°C и 15°C соответственно, что представляет собой различные температуры фазового превращения по сравнению с PTG. PTG (Rs ~48°C и Rf ~30°C) и Go-Taper Flex (Rs ~43°C и Rf ~25°C) продемонстрировали более близкие температуры фазового превращения с более мартенситными характеристиками (Рисунок 4).
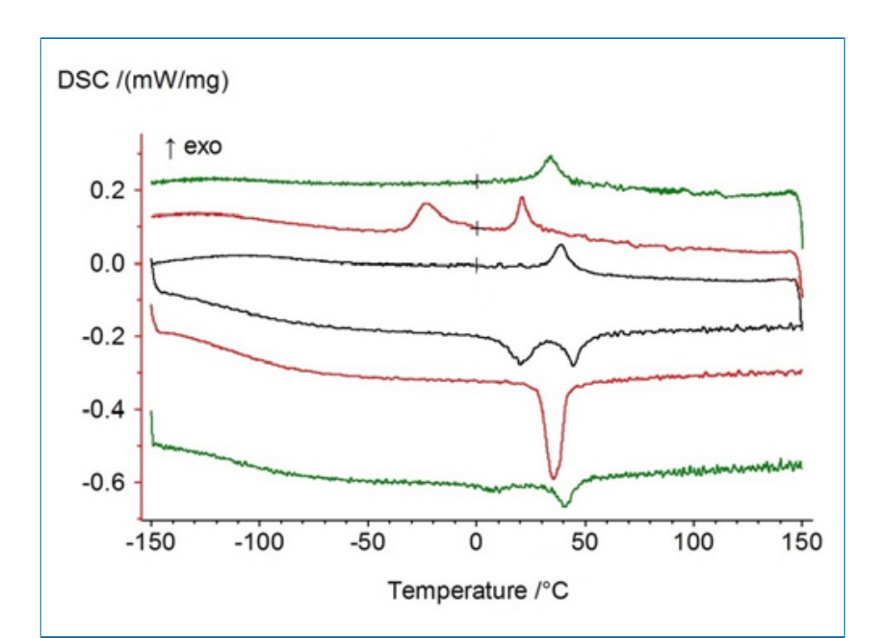
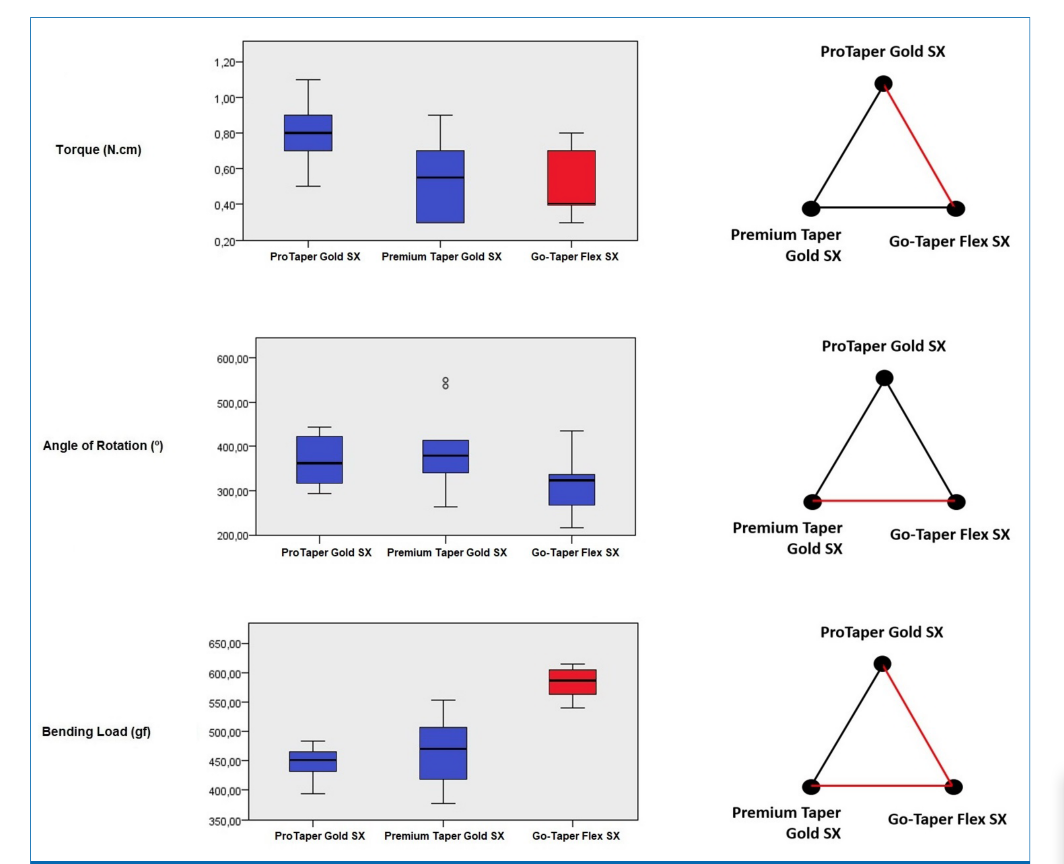
Таблица 3 и Рисунок 5 подводят итоги результатов механических испытаний. При максимальном крутящем моменте до разрушения была отмечена значительная разница между инструментами PTG (0.8 N.cm) и Go-Taper Flex (0.4 N.cm) (P<0.05). Что касается угла вращения, то разницы между репликами и оригинальным PTG не было отмечено (P>0.05). Что касается максимальной изгибающей нагрузки, Go-Taper Flex показал меньшую гибкость (среднее значение 582.2 gf) по сравнению с PTG (447.1 gf) и Premium Taper Gold (464.3 gf) (P<0.05).
Обсуждение
Производство систем подготовки корневых каналов из NiTi традиционно следует стандартному процессу исследований и разработок, тестирования продуктов и маркетинга в соответствии с определенными стандартами качества. Этот рабочий процесс был улучшен и консолидирован известными компаниями, которые можно определить как премиум-бренды. Факторы исследований, разработок и маркетинга имеют огромное значение при оценке окончательной цены продукта, так как они представляют собой количество времени, усилий и денег, вложенных компаниями в создание и продвижение своих продуктов. Однако также необходимо учитывать и другие факторы, такие как уникальность продукта, рыночная конкуренция, эффективность продукта, международные патенты, сертификаты безопасности здоровья и прибыль.
В последние несколько лет на рынок вышли некоторые менее известные компании с механическими системами NiTi, аналогичными тем, что производятся компаниями премиум-брендов, так называемыми системами-репликами. Хотя время, усилия и инвестиции этих компаний неясны, реальность такова, что их продукты продаются по значительно более низкой цене, которая в случае изучаемых здесь может составлять всего 29% от оригинального продукта премиум-бренда. Важно отметить, что обе системы-реплики, протестированные в настоящем исследовании, имеют сертификат CE 0197, что означает, что они соответствуют стандартам медицинского качества, требуемым Европейским сообществом (сертификация, эквивалентная Управлению по контролю за продуктами и лекарствами в Соединенных Штатах). Несмотря на отсутствие информации о их производительности и безопасности, их сниженная цена может компенсировать высокие затраты на ротационные системы NiTi, как ранее сообщали клиницисты.
Настоящее исследование было направлено на сравнение двух инструментов PTG SX, похожих на реплики, с оригинальным брендом, используя многометодическое исследование для оценки различных аспектов, таких как дизайн, металлургические характеристики и механическая производительность. В целом, различий между протестированными инструментами по количеству лезвий, углу спирали, симметрии дизайна, геометрии поперечного сечения и атомному проценту Ti/Ni не было обнаружено. Однако различия были замечены в дизайне наконечника, отделке поверхности, температурах фазовых превращений и механической производительности. Поэтому нулевая гипотеза была отвергнута.
Хотя некоторые различия в дизайне можно было отметить между инструментами PTG и Premium Taper Gold, наиболее значительное было замечено в инструменте Go-Taper Flex: плоский наконечник, имитирующий характер разрушения инструмента, подвергнутого испытанию на кручение, но без видимой пластической деформации лезвий. Проверенные инструменты были извлечены из запечатанных упаковок и помещены непосредственно в держатель образцов SEM, чтобы минимизировать обработку оператором, исключив тем самым любые повреждения от обращения. Хотя эта особенность плоского наконечника была замечена у нескольких проверенных инструментов SX, нельзя было сделать вывод о том, является ли это дефектом или геометрической характеристикой. Более того, эта особенность не была замечена у других инструментов Go-Taper Flex (S1, S2, F1, F2 и F3) (неопубликованные данные), которые имели традиционный дизайн наконечника (неплоский наконечник). Поэтому влияние этой разницы на способность формования и безопасность этих инструментов все еще неясно.
Различия в механических характеристиках инструментов должны анализироваться с учетом множества факторов, которые могут быть более или менее значимыми в зависимости от теста. Торсионная прочность относится к способности выдерживать торсионное напряжение до разрушения и является крайне желательной характеристикой для инструментов коронального формования, целью которых является расширение узкого входа корневого канала до большого размера. Угол вращения связан с возможностью выдерживать деформацию до разрыва под торсионной нагрузкой, а максимальная изгибающая нагрузка, необходимая для выполнения предопределенного смещения, представляет собой показатель гибкости, при этом более низкие нагрузки отражают более высокую гибкость. Это также рекомендуемая характеристика для инструментов коронального формования, чтобы предотвратить отклонение пути или выпрямление в шейной трети, сохраняя перицервикальную дентину, как это рекомендуется в минимально инвазивных процедурах.
Максимальный крутящий момент до разрушения был ниже у инструмента Go-Taper Flex, чем у инструмента PTG SX, что можно частично объяснить его худшей отделкой поверхности, что приводит к более быстрому развитию и распространению микроразрушений. Сходство максимального крутящего момента, угла вращения и результатов изгиба, наблюдаемых между инструментами PTG SX и Premium Taper Gold, может быть объяснено неполными аустенитными характеристиками, наблюдаемыми при тестовой температуре, сходством в конструкции инструментов на максимальном уровне напряжения и их пропорциями Ti/Ni. Наименьшая гибкость была наблюдаема у инструментов Go-Taper, и хотя этот результат нельзя объяснить только на основе оцененных характеристик, он может быть подвержен влиянию других аспектов, таких как размеры инструмента, подвергнутого испытанию на изгиб, которые не были измерены в настоящем исследовании. Насколько известно авторам, предыдущие исследования не сообщали о торсионной и изгибающей прочности для инструментов PTG SX или тестируемых аналогичных; следовательно, настоящие результаты не могут быть сопоставлены с предыдущей литературой. Однако предыдущее исследование, сравнивающее инструменты ProTaper Universal и шесть аналогичных, выявило различия в механических характеристиках, несмотря на сходство в дизайне. Мультиметодический подход был одной из сильных сторон настоящего исследования, так как он позволил более всесторонне понять протестированные инструменты. Соответственно, были соблюдены хорошо установленные международные протоколы, что повысило внутреннюю валидность методологий. Еще одной сильной стороной является использование аналогичных инструментов коронального формования, которые уже продаются и используются в клиниках, но для которых нет доступных данных в литературе относительно их производительности и безопасности, что делает настоящее исследование актуальным как с научной, так и с клинической точки зрения.
Что касается ограничений исследования, следует упомянуть, что на рынке существуют и другие аналогичные формирователи отверстий, которые не были протестированы в данном исследовании. Кроме того, некоторые дополнительные характеристики, такие как эффективность резания, способность формования и определенные геометрии инструментов, такие как размеры, не были учтены в настоящей методологии, как и влияние температуры. Дальнейшие исследования должны сосредоточиться на других аналогичных инструментах, доступных на рынке, и понимании сходств в отношении шага инструментов, объема сердечника и размеров, используя надежный трехмерный анализ.
Заключения
В целом, оба аналогичных инструмента SX были схожи с премиум-брендом PTG по количеству лезвий, углам спирали, симметрии дизайна, геометрии поперечного сечения и атомным пропорциям Ti/Ni. Были отмечены геометрические различия в области наконечника инструментов. Premium Taper Gold показал наиболее гладкую отделку поверхности, в то время как Go-Taper Flex имел поверхность с большим количеством неровностей. Были наблюдены различные температуры фазовых превращений среди систем. Go-Taper Flex имел наименьший максимальный крутящий момент и меньшую гибкость по сравнению с PTG. Значительных различий между Premium Taper Gold и инструментами PTG SX в механических испытаниях не было отмечено.
Авторы: Хорхе Н.Р. Мартинс, Эммануэль Ж.Н.Л. Силва, Дуарте Маркес, София Арантес-Оливейра, Жоао Карамеш, Марко Aurélio Версини
Ссылки:
- Маршалл Ф.Ж., Папин Ж. Техника увеличения корневого канала без давления методом crown-down. Руководство по технике. Портленд: Университет медицинских наук Орегона. 1980.
- Эрхардт И.К., Зуоло М.Л., Кунья Р.С., Де Мартин А.С., Керлакиан Д., Карвальо М.С. и др. Оценка частоты отделения файлов mtwo, используемых с предварительным расширением: проспективное клиническое исследование. J Endod. 2012;38:1078-81.
- Тан Б.Т., Мессер Х.Х. Влияние типа инструмента и предварительного расширения на определение размера апикального файла. Int Endod J. 2002;35:752-8.
- Силва Е.Ж.Н.С., Пинто К.П., Феррейра К.М., Белладонна Ф.Г., Де Деус Г., Даммер П.М.Х. и др. Текущий статус минимально инвазивных подготовок полостей: критический анализ и предложение универсальной номенклатуры. Int Endod J. 2020; в печати.
- Кларк Д., Хадеми Дж. Современный доступ к эндодонтии моляров и направленная консервация дентин. Dent Clin North Am. 2010;54:249-73.
- Лок М., Томас М.Б., Даммер П.М. Опрос о внедрении эндодонтических никель-титановых ротационных инструментов, часть 1: общие стоматологи в Уэльсе. Br Dent J. 2013;214:E6.
- Патил Т.Н., Сараф П.А., Пенуконда Р., Ванаки С.С., Каматаги Л. Опрос о никель-титановых ротационных инструментах и их методах использования эндодонтами в Индии. J Clin Diagn Res. 2017;11:ZC29-ZC35.
- Мартинс Ж.Н.Р., Ногейра Леал Силва Е.Ж., Маркес Д., Джинейра А., Браз Фернандес Ф.М., Деус Г. и др. Влияние кинематики на сопротивление циклической усталости ротационных инструментов, похожих на оригинальные бренды. J Endod. 2020;46:1136-43.
- Логсдон Дж., Данлап С., Ариас А., Скотт Р., Питерс О.А. Текущие тенденции в использовании и повторном использовании никель-титановых инструментов с приводом от двигателя: опрос эндодонтов в Соединенных Штатах. J Endod. 2020;46:391-6.
- ASTM International. ASTM F2004 − 17: Стандартный метод испытания для температуры превращения никель-титановых сплавов с помощью термического анализа. 2004:1-5.
- ANSI/ADASpecificationN.º28-2002. Файлы и реамеры для корневых каналов, тип K для ручного использования.
- ISO3630-3631:2008. Стоматология – Инструменты для корневых каналов – Часть 1: Общие требования и методы испытаний.
- Хоули Дж. Как фармацевтические компании устанавливают цены на свои лекарства. Investopedia 2020 [Доступно по адресу: https://www.investopedia.com/articles/investing/020316/how-pharmaceutical-companies-price-their-drugs.asp]
- Огбру О., Маркс Дж. Почему лекарства стоят так дорого. MedicineNet 2020 [Доступно по адресу: https://www.medicinenet.com/drugs_why_drugs_cost_so_much/views.htm]
- Мартинс Ж.Н.Р., Силва Е.Ж.Н.Л., Маркес Д., Перейра М.Р., Джинейра А., Силва Р.Ж.К. и др. Механическая производительность и металлургические характеристики систем Protaper Universal и 6 аналогичных систем. J Endod. 2020;46:1884-93.
- Силва Е., Мартинс Ж.Н.Р., Лима К.О., Виейра В.Т.Л., Фернандес Ф.М.Б., Де-Деус Г. и др. Механические испытания, металлургическая характеристика и формообразующая способность ротационных инструментов NiTi: многометодическое исследование. J Endod. 2020;46:1485-94.
- МакСпадден Дж.Т. Освоение дизайна инструментов. В: МакСпадден Дж.Т., редактор. Освоение эндодонтической инструментовки. Чаттануга, США: Институт Клаудленд; 2007. с. 37-97.
- Саттапан Б., Нерво Дж. Г., Паламара Дж. Е., Мессер Х. Х. Дефекты в ротационных никель-титановых файлах после клинического использования. J Endod. 2000;26:161-5.
- Чжоу Х., Пэн Б., Чжэн Й. Обзор механических свойств никель-титановых эндодонтических инструментов. Endod Topics. 2013;29:42-54.
- Херолд К.С., Джонсон Б.Р., Уэнкус С.Э. Оценка микротрещин, деформации и отделения в ротационных файлах никель-титана EndoSequence и Profile с использованием модели экстрагированного моляра. J Endod. 2007;33:712-4.